
- Raw material preparation: The raw materials are collected and sorted, and any impurities such as metal or plastic are removed. The materials are then ground into small particles using a grinder.
- Drying: The ground material is then dried to a specific moisture content, typically between 8-12%. This is important because too much moisture can cause problems during the pelletizing process.
- Pelletizing: The dried material is then fed into a pelletizing machine, where it is compressed and formed into pellets under high pressure and temperature.
- Cooling: The newly formed pellets are then cooled, either in air or with a cooling system.
- Sizing and grading: The cooled pellets are sorted by size, with any oversized or undersized pellets removed.
- Bagging and packaging: The pellets are packaged into bags or other containers for storage or transport.
- Quality control: Before being shipped, the pellets are tested to ensure they meet the quality standards set by the factory, including energy density, durability, and ash content. Any pellets that do not meet the standards are removed.
This figure shows a complete biofuel product production line (including all technological elements).
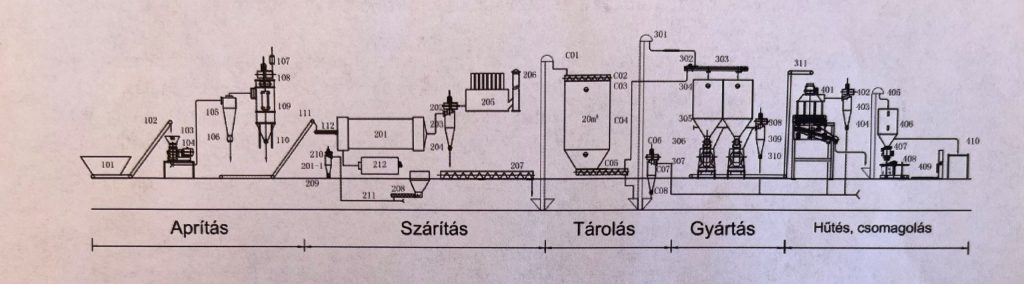
- The first machine element is the shredder, which shreds the raw material into large pieces of waste, usually less than 4-5 mm in length, for easy handling and drying. From here, an enclosed air system conveys the wet, shredded feedstock to the cyclone. The feedstock is conveyed from the cyclone by a conveyor belt and then by a pulley to the dryer in a controlled manner.
- The dryer is one of the most important parts of the technology, as one of the prerequisites for the production of biofuel products is the high, variable moisture content of the feedstock 10-14 % moisture content. The moisture content of the feedstock leaving the dryer can be controlled by the dryer temperature and the mass flow rate of the feedstock input. This makes it important to have a controllable feed from the pre-storage, especially for feedstock with variable moisture content. The dryer can work well under set operating conditions; until it reaches the operating temperature, drying is not good and so neither is the feedstock, so it is important to ensure as continuous operation as possible. The dryer shown in the scheme is a direct system dryer, i.e. the hot flue gas from the boiler heating the dryer is in direct contact with the wet raw material, evaporating the moisture.
- The raw material and the flue gas flowing together through the dryer enter the cyclone, where they separate due to the sudden slowing down of the flow; the flue gas leaves the system, the heavier dry raw material is transported to the bottom of the cyclone, from where the chips are fed into the silo. Raw flue gas is discharged to the environment through the dust collector. The dust collector filters out particles that are still usable but have not yet been filtered out.
- From here it passes through the magnetic separator – which separates all metallic foreign matter – and the chain conveyor conveys the material to the press silo.
- Afterwards, the dry pile, with a particle size suitable for pressing, awaits further processing in the biowaste silo. The next stage is conditioning, where water or steam is added if necessary to improve pressability. The raw material homogenised in the conditioner is conveyed to the presses by the conveyor.
- Conditioning is followed by the operation for which all this preparatory work has been carried out successfully and efficiently: pressing.
- The raw material is pressed through a special tool, the die. The high pressures (800-900 bar) and temperatures generated by pressing through the matrix cause the natural binder in the bio-waste, lignin, to melt and mould the product into the shape and size of the press holes (usually 3-22 mm) drilled in the matrices. A good quality product can be produced once the required press pressure and the right die temperature have been reached. It is therefore advisable to shut down the machines as infrequently as possible, even if only for maintenance. If possible, they should be operated continuously.
Electricity demand for “Complex bio-waste processing and fuel production plant” ~1.4 kW.
No external gas demand for the system. Water, 1 m3/d
7 physical workers per shift required









